
To achieve success with decentralization and autonomous accountability in modern corporate governance, enterprise leaders must provide local business units with operational systems capable of precisely controlling floor-level efficiency and manufacturing costs. Lean Manufacturing and Activity Analysis serve as powerful tools for restructuring production systems, eliminating operational waste, and optimizing process flows. This guide explores the historical evolution of these techniques, layout configurations, and technical tools required to transition from theory to standard workplace application.
1. An Everyday Analogy: Massive Batch Preparation vs. On-Demand Customization
To understand the difference between traditional mass production and Lean systems, consider a high-volume catering hall compared to an agile, upscale customized taco bar designed around rapid, continuous fulfillment.
- The Traditional Approach (Mass Production / Push System): Unsure of exact customer demand, the kitchen staff purchases piles of ingredients early in the morning, prepares thousands of standard burritos ahead of schedule, and stacks them inside commercial freezers. This approach incurs significant storage costs, leads to food waste from unsold inventory, and creates a chaotic workspace where kitchen staff trip over one another, driving up operational friction.
- The Lean Approach (Pull System): The kitchen prepares items on-demand as specific customer orders flow into the station. By performing a meticulous analysis of kitchen tasks, management positions the refrigeration units, flat-tops, and assembly lines close together to eliminate unnecessary steps. This model cuts out centralized holding freezers, maximizes ingredient freshness, and builds operational flexibility into the workflow.
2. The Historical Roots of Lean: How Toyota Transformed Manufacturing
Lean Manufacturing did not appear instantly; it grew from the survival strategies of post-World War II Japanese industrial operations facing severe asset and resource constraints.
The Historical Realities of Post-War Capital Constraints
During the 1950s, American automotive plants dominated global markets through mass production. Backed by massive capital reserves, these corporations manufactured uniform vehicles in high volumes to achieve economies of scale.
In contrast, post-war Japanese operations served a smaller domestic market demanding small batches of diverse vehicle types. They lacked the cash reserves to acquire raw materials in bulk and the capital to construct large warehouses for excess inventory. Attempting to replicate Western batch-production methods would have led to insolvency.
The Evolution of the Toyota Production System
Driven by these economic realities, Toyota leaders Kiichiro Toyoda and Taiichi Ohno began building a production methodology designed to root out operational waste.
- Jidoka / Intelligent Automation (1920s–1930s): Toyota originated as a textile loom manufacturer. The company founder, Sakichi Toyoda, developed an automated loom that shut down immediately if a single thread snapped. This design prevented the machinery from continuously generating defective materials. The practice established a core pillar of Lean: halting production immediately when a defect is detected to address the root cause.
- Supermarket-Inspired Just-In-Time (1950s): While touring commercial facilities in the United States, Taiichi Ohno analyzed retail supermarkets. He noticed that consumers pulled items from store shelves as needed, and stock clerks replenished only the specific quantities removed. Ohno integrated this behavior into manufacturing plants, establishing a framework where upstream stations produce components only when downstream stations request them. This became known as Just-In-Time production, managed on the floor by physical signaling tags called Kanban cards.
- Transitioning to a Global Standard (1990): By utilizing this methodology, Toyota maintained profitability through the 1970s oil shocks while Western mass-producers faced heavy losses. Researchers at the Massachusetts Institute of Technology, including James Womack, conducted a five-year study of these methods, coining the term Lean Manufacturing in their seminal work, The Machine That Changed the World.
Defining Core Operational Terms
- Lean: An operational philosophy focused on maximizing customer value while systematically eliminating non-value-added steps from an organization.
- Just-In-Time (JIT): A logistics and material control framework where components are delivered and processed only when required, minimizing inventory assets.
- Lead Time: The total elapsed period from the moment a customer submits an order until the completed item is delivered.
- Activity Analysis: An accounting and engineering process that breaks manufacturing processes down into discrete actions to evaluate whether they add value.
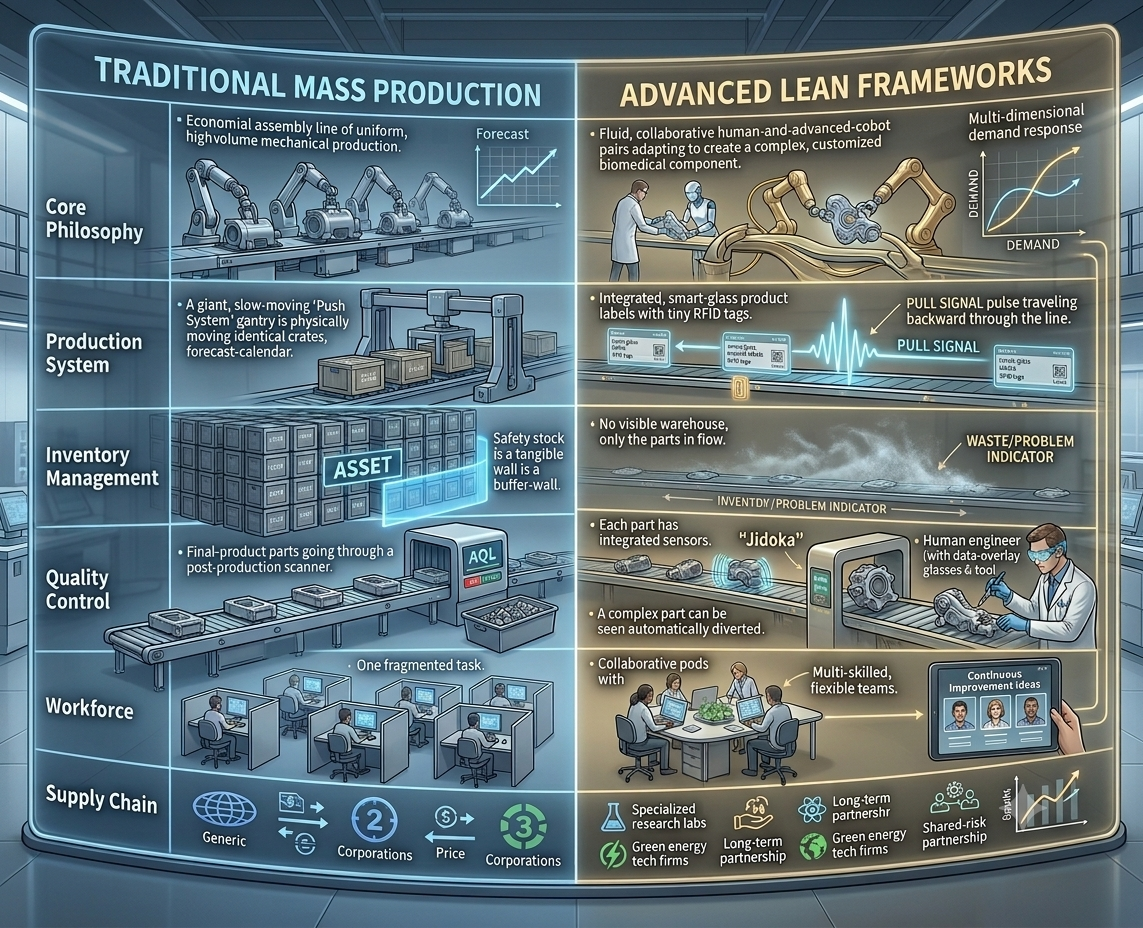
3. Structural Comparison: Mass Production vs. Lean Frameworks
| Dimension | Mass Production | Lean Framework |
| Core Philosophy | * Economies of Scale: Reducing unit costs through high-volume production. * Stability-Oriented: Minimizing variance and strictly adhering to predefined schedules. | * Value Creation & Waste Elimination: Maximizing value from the customer’s perspective. * Flexibility-Oriented: Rapidly adapting to external changes and customer demands. |
| Production System | * Push System: Producing goods based on demand forecasting and holding inventory anticipation. | * Pull System: Producing goods only when triggered by actual downstream or customer demand (Just-In-Time). |
| Inventory Management | * Viewed as an Asset: Maintaining safety stock (buffers) to prevent assembly line stoppages. | * Viewed as a Waste: Minimizing stock, as excess inventory conceals underlying operational problems. |
| Quality Control | * Post-Production Inspection: Filtering out defects after manufacturing. * Acceptable Quality Level (AQL): Operating under tolerable defect thresholds. | * Built-in Quality (Jidoka): Stopping the line immediately when a defect occurs to resolve the root cause. |
| Workforce & Structure | * Specialization & Division of Labor: Highly fragmented, repetitive tasks. * Top-down Control: Command-and-control management structure. | * Cross-functional Teams: Flexible, multi-skilled workforce rotation. * Empowerment (Kaizen): Frontline workers driving continuous improvement. |
| Supply Chain Relations | * Adversarial / Transactional: Encouraging price competition among multiple suppliers via short-term contracts. | * Collaborative / Partnership: Long-term trust, shared risk, and information integration with selected suppliers. |
4. Equipment Layout and Process Management Methods
Transitioning to Lean requires restructuring a manufacturing plant’s physical layouts and machine arrangements.
① Product-Focused Layouts
- Traditional Process Layouts: Similar machinery is grouped in dedicated departments (e.g., placing all heavy stamp presses in one zone and welding stations in another). This layout requires components to move back and forth between distant departments, increasing transit times and creating intermediate inventory bottlenecks.
- Lean Product Layouts: All machinery required to manufacture a specific product family is organized in chronological order along a dedicated line. This setup enables single-piece flow, allowing items to advance from raw material to finished product without intermediate storage.
② U-Shaped Cellular Layouts
Machinery is arranged in a narrow U-shaped configuration rather than a long straight line to form a self-contained manufacturing cell. This shape brings the entry point and exit point of the line close together. As a result, a single operator can manage multiple machines across the cell with minimal walking distance, improving labor efficiency.
③ Cross-Trained Workforce
Plants must move away from single-task labor models toward cross-trained workforces. Operators within a U-shaped cell are trained to handle stamping, welding, and quality checks. This flexibility allows plant supervisors to reallocate personnel to eliminate bottlenecks as production needs shift.
④ Setup Time Reduction via Single-Minute Exchange of Die
Manufacturing small batches of diverse products requires changing out heavy machinery tools frequently. In traditional plants, these changeovers took hours, forcing management to run large batches to justify the downtime. Lean operations implement techniques that shift internal tool adjustments to external procedures while machines are running, reducing changeover times to single-digit minutes. This agility allows plants to shift production lines quickly without building up excess inventory.
5. Controlling Inventory Assets and Manufacturing Lead Times
In Lean systems, inventory reductions and shortened lead times serve as primary indicators of shop-floor efficiency.
The Water and Rocks Analogy
In a traditional manufacturing facility, inventory acts like a high river. When water levels are deep, the boat navigates safely because underlying rocks—such as machine breakdowns, component defects, and scheduling delays—are hidden beneath the surface.
Lean systems systematically lower the inventory water level to expose these rocks. Once exposed, plant teams must resolve each problem to ensure smooth operations. Fixing these issues stabilizes the line and shortens the total lead time required for products to move through the facility.

Four Operational Tools for Floor Management
To systematically lower the water level and eliminate the exposed rocks, Lean environments rely on four foundational operational mechanisms:
- Kanban Systems (Pull Signals): Implementing visual production indicators to ensure components are only produced when requested by downstream operations, preventing inventory buildup.
- Total Productive Maintenance (TPM): Proactively addressing the “machine breakdown” rocks through operator-led, scheduled maintenance routines to guarantee equipment reliability.
- Single-Minute Exchange of Die (SMED): Streamlining setup and changeover times to enable smaller batch processing without sacrificing capacity.
- Built-in Quality (Jidoka): Empowering frontline operators to halt production immediately upon defect detection, ensuring problems are solved at the source rather than hidden in buffer stocks.
6. Implementation Strategies for Corporate Leaders
① Align the Supply Chain via Value Stream Mapping
Lean principles have expanded beyond traditional industrial manufacturing. Today, tech organizations and logistics providers use these frameworks through Lean UX and Lean Logistics models to streamline their digital workflows and supply networks. Leaders looking to execute a Lean transition should apply three core strategies:
Eliminating waste inside a single production cell rarely produces substantial enterprise-wide cost reductions. Executive teams must chart the entire lifecycle of a product family, from raw material arrival to final delivery.
Departmental silos often cause teams to focus on local efficiencies that inadvertently create backlogs for downstream groups. Executives should lead cross-functional Value Stream Mapping initiatives to identify and remove inter-departmental transit delays and administrative bottlenecks.
② Authorize Real-Time Line-Stop Actions
Decentralized accountability requires granting frontline workers real authority. If an operator must navigate multiple layers of management approval to halt an unstable line, defects will accumulate across batches.
True accountability means giving team members the authority to call out defects immediately. Management must formalize guidelines that allow floor operators to halt assembly lines upon discovering a quality issue without penalty. While this practice may initially lower daily utilization rates, it eliminates downstream re-work expenses and warranty claims, typically lowering base manufacturing costs by 20% to 30%.
③ Mitigate Layoff Fears and Align Incentives
When introducing Activity Analysis, frontline staff often worry that improving process efficiencies will lead to job cuts. This concern can create resistance to change across the organization.
To build trust, management should commit to a policy where efficiency gains do not lead to downsizing. Instead, workers freed up by the elimination of non-value-added tasks should be upskilled and shifted to strategic roles like quality engineering and product design. Additionally, linking cost-reduction milestones to team-based gain-sharing programs helps motivate personnel to actively find and eliminate operational waste.
7. Strategic Leadership and Operational Focus
Lean Manufacturing and Activity Analysis are highly effective methods for reducing operational costs. However, if executives treat these frameworks solely as cost-cutting tools, the organization can suffer from fatigue and resistance.
The success of a Lean transition depends on building a corporate culture where frontline teams feel secure surfaces and analyzing process bottlenecks openly. Lean is not about downsizing the organization; it is about eliminating systemic waste to build a responsive, competitive enterprise.
Corporate Catchphrase: “Product-focused layouts and precise activity analysis reveal hidden operational costs, while frontline-driven Lean initiatives transform a company’s competitive capabilities.”
Conclusion: Key Takeaways
- Adopt a Pull Strategy: Transition from forecast-driven push manufacturing to customer-driven pull workflows to cut down on excess inventory storage costs.
- Expose Flaws via Inventory Reductions: Lower work-in-process inventory levels to surface hidden operational bottlenecks, machine issues, and quality defects.
- Redesign Layouts for Flow: Shift from siloed functional spaces to U-shaped cellular configurations that support cross-trained teams and single-piece flow.
- Empower Frontline Teams: Provide operators with real-time line-stop authority to resolve quality issues early, lowering downstream rework costs.
* This article was created in collaboration with Google Gemini AI. The author independently created, reviewed, and edited the content to ensure professional quality.